
钣金的折弯,是指改变板材或板件角度的加工。如将板材弯成V形,U形等。一般的情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。目前公司产品的折弯主要采用折弯机加工。这两种折弯方式有各自的原理,特点以及适用性。
1.1.1模具折弯:
对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300*300),一般考虑开冲压模具加工。
1.1.1.1常开折弯模具
常用折弯模具,如图1-1所示:为了延长模具的寿命,零件设计是尽可能采用圆角。
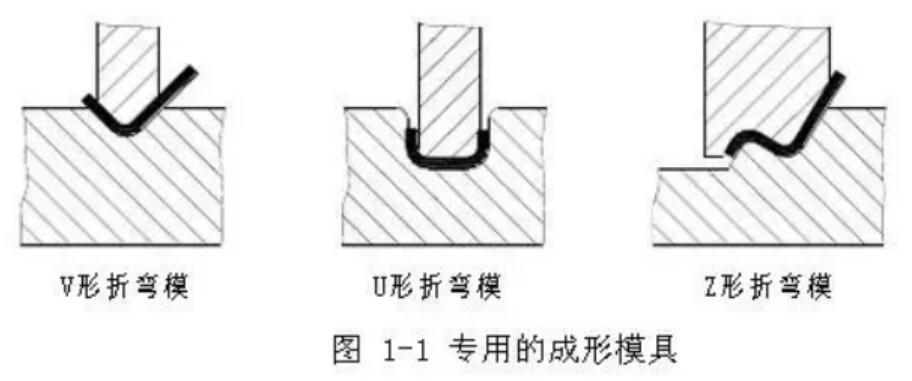
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L>=3t(包括壁厚)。
1.1.2折弯机折弯
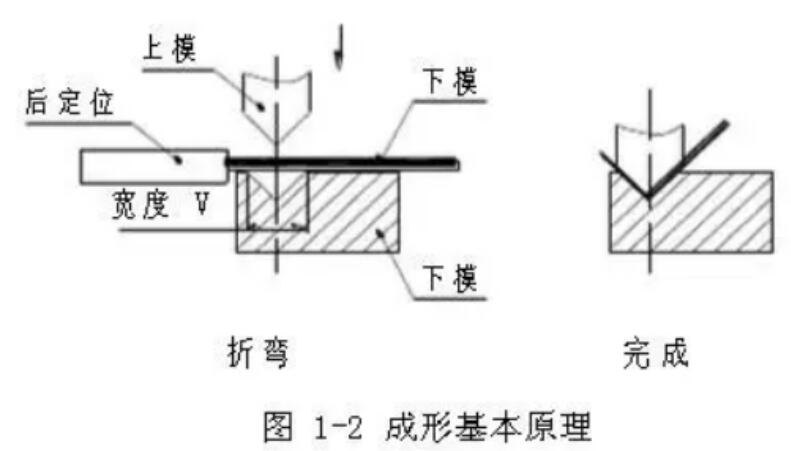
折弯机分普通折弯机和数控折弯机两种。精度要求较高,折弯形状不规则的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;缺点:压力小,只能加工简单的成形,效率较低。
1.1.2.1成形基本原理
成形基本原理如图1-2所示:
1) 折弯刀(上模)
折弯刀的形式如图1-3所示,加工时主要是根据工件的形状需要选用,
2) 下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。见图1-3左边为上模,右边为下模。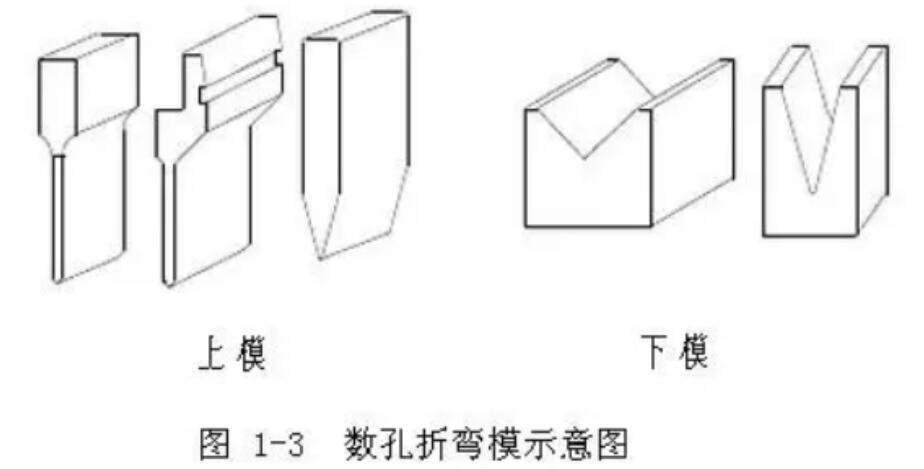
有限公司官网")




